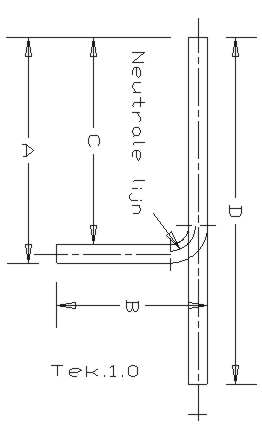
| Het probleem dat zich het meest stelt bij het plooien van platen en profielen is te weten welke lengte een werkstuk moet hebben opdat het na het plooien exact aan de gevraagde eisen zou voldoen. Al vroeg hebben de meeste bedieners van plooimachines ervaren dat de gegevens welke men ontving van een studiebureel slechts af en toe, en meestal helemaal niet, klopten met de werkelijkheid. Veelal lag dit enkel aan het hanteren van verschillende 'aftrektalbellen' of waren de berekeningen gebeurd via de zo gezegde 'neutrale lijn'. Bij de neutrale lijn gaat men er van uit dat er enkel een vervorming van het materiaal gebeurt in het gedeelte vervat tussen de raaklijnen van de cirkelboog tot het centerpunt van die boog. De neutrale lijn ligt in het midden van de plaatdikte en is dus gemakkelijk te berekenen. |
|
|
|
|
||||||||||
|
|
170° |
160° |
150° |
140° |
130° |
120° |
110° |
100° |
90° |
|
|
|
1 mm |
0,07 |
0,2 |
0,29 |
0,42 |
0,57 |
0,74 |
0,96 |
1,25 |
1,65 |
|
|
|
2 mm |
0,16 |
0,37 |
0,61 |
0,79 |
1,05 |
1,37 |
1,75 |
2,25 |
2,86 |
|
|
|
3 mm |
0,26 |
0,54 |
0,83 |
1,16 |
1,53 |
2,01 |
2,55 |
3,25 |
4,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
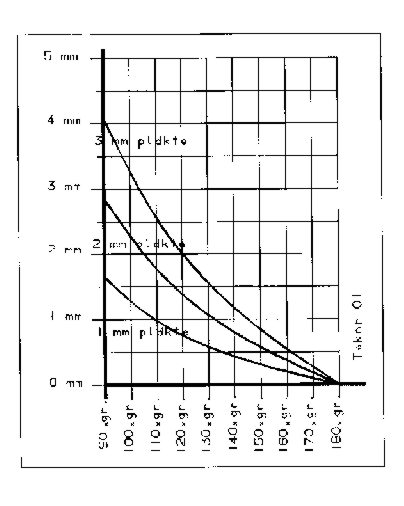
| 1 mm = R/1 mm - V / 8 mm Neutrale lijn | aftrek 1,65 mm- proefaftrek 1,9 mm--verschil 0,25 mm. |
| 2 mm = R/1 mm - V/16 mm N.L. | aftrek 2,86 mm- proefaftrek 3,4 mm--verschil 0,54 mm. |
| 3 mm = R/1 mm - V/24 mm N.L. | aftrek 4,10 mm- proefaftrek 4,9 mm-- verschil 0,80 mm. |
| 4 mm = R/1 mm - V/32 mm N.L. | aftrek 5,28 mm- proefaftrek 6,4 mm-- verschil 1,11 mm. |
|
AFTREKKEN PLOOIHOEKEN |
van 180 - 90 graden
Aluminium ( 12hh ) |
|
|
|||||
|
|
|
|
Plooi V
= 8 X plaatdikte / R plooimes 1 mm |
dikte - R. plooimes 1 mm |
|
|||
|
|
|
|
|
|
|
|
|
|
|
Hoek |
1,0 mm |
1,5 mm |
2,0 mm |
2,5 mm |
3,0 mm |
4,0 mm |
5,0 mm |
6,0 mm |
|
180° |
0,00 |
0,00 |
0,00 |
0,00 |
0,00 |
0,00 |
0,00 |
0,00 |
|
175° |
0,06 |
0,09 |
0,12 |
0,14 |
0,17 |
0,23 |
0,33 |
0,39 |
|
170° |
0,12 |
0,17 |
0,23 |
0,29 |
0,35 |
0,46 |
0,57 |
0,68 |
|
165° |
0,18 |
0,27 |
0,35 |
0,44 |
0,53 |
0,71 |
0,88 |
1,05 |
|
160° |
0,24 |
0,36 |
0,48 |
0,59 |
0,71 |
0,95 |
1,12 |
1,30 |
|
155° |
0,31 |
0,45 |
0,60 |
0,76 |
0,92 |
1,20 |
1,48 |
1,76 |
|
150° |
0,37 |
0,55 |
0,73 |
0,92 |
1,10 |
1,45 |
1,80 |
2,15 |
|
145° |
0,45 |
0,66 |
0,88 |
1,09 |
1,31 |
1,73 |
2,16 |
2,58 |
|
140° |
0,53 |
0,77 |
1,02 |
1,27 |
1,51 |
2,01 |
2,50 |
2,99 |
|
135° |
0,61 |
0,90 |
1,18 |
1,46 |
1,75 |
2,31 |
2,88 |
3,44 |
|
130° |
0,70 |
1,02 |
1,34 |
1,66 |
1,98 |
2,62 |
3,26 |
3,90 |
|
125° |
0,81 |
1,17 |
1,53 |
1,89 |
2,25 |
2,98 |
3,70 |
4,43 |
|
120° |
0,91 |
1,31 |
1,71 |
2,12 |
2,52 |
3,33 |
4,12 |
4,95 |
|
115° |
1,04 |
1,49 |
1,94 |
2,38 |
2,84 |
3,74 |
4,63 |
5,54 |
|
110° |
1,17 |
1,66 |
2,16 |
2,65 |
3,16 |
4,15 |
5,15 |
6,13 |
|
105° |
1,33 |
1,88 |
2,45 |
3,00 |
3,54 |
4,64 |
5,74 |
6,84 |
|
100° |
1,49 |
2,09 |
2,70 |
3,31 |
3,92 |
5,13 |
6,34 |
7,55 |
|
95° |
1,69 |
2,37 |
3,05 |
3,73 |
4,41 |
5,73 |
7,05 |
8,37 |
|
90° |
1,90 |
2,65 |
3,40 |
4,15 |
4,90 |
6,40 |
7,90 |
9,60 |
|
85° |
1,76 |
2,43 |
3,09 |
3,67 |
4,25 |
5,75 |
7,08 |
8,41 |