Hoofdstuk 2
Plooien van 90°
Dat deze plooi de meest voorkomende hoeft eigelijk geen uitleg, deze weliswaar uitzonderlijke toestand, het is de overgang van stomp naar scherp en is, door dat hij zijn
eigen complement is, ook de meest gebruikte toestand.
De aftrekken voor de diverse plaatdikten zijn meestal uit het hoofd gekend door de operatoren op de vloer en ook door de mensen van de tekenzaal.
De onderstaande tabel toont de door ons opgenomen waarden nog eens, materiaal aluminium (hh), plooi V 8 X Plaatdikte, straal plooimes 0,5mm.
|
Plaatdikte
|
1,0 mm
|
1,5 mm
|
2,0 mm
|
2,5 mm
|
3,0 mm
|
4,0 mm
|
5,0 mm
|
6,0 mm
|
|
Alu.Aftrek
|
1,9
|
2,65
|
3,4
|
4,15
|
4,9
|
6,4
|
7,9
|
9,6
|
|
Staal Aftrek
|
2,1
|
2,95
|
3,8
|
4,65
|
5,5
|
7,15
|
8,85
|
10,75
|
In vorig hoofstuk verwezen we naar een zelf te bepalen vermenigvuldigings factor, dit is de factor die vermenigvuldigt met de tabel waarde een aftrek opleverd die met de door U gemeten waarde overeen komt.
Bij de machines die wij gebruikten, met onze plooimessen, was deze waarde 1,12 voor plaat in Staal 38. De aftrek voor 3 mm ijzer werd dan 4,9 X 1,12 of 5,488 mm, praktisch
dus 5,5 mm.
Zoals vroeger reeds vermeld werd er voor grote reeksen een proefplooi uitgevoerd.
Het ligt dan ook voor de hand dat we, gezien deze plooi het gemakkelijkst en het nauwkeurigste te controleren en op te meten is, we deze cijfers gaan vergelijken met de op meting van nieuwe inkomende materialen, grote leveringen of eventueel nieuwe leveranciers.
Eventuele afwijkingen onmiddellijk doorgeven.
Grote afwijkingen kunnen wel degelijk voor enorme problemen zorgen op de werkvloer waar grotere aftrekken meestal duiden op grotere hardheid en dit op zijn beurt voor andere druk instellingen van de afkant persen.
Wanneer men de nieuw bekomen aftrek deelt door de standaard aftrek bekomt men een vermenigvuldigingsfactor die, gebruikt bij de andere hoeken, de kleinste fout zal opleveren. Niets nieuw onder de zon.
90° is ook de hoek die zich het best leent ter controle van de plooibank, hier komen alle gebreken te voorschijn, sleet op de messen of V-blok kan onmiddellijk gezien worden.
Het zig-zag dalen van de ram, gevolg van de equilibratie tussen beide cilinders, kan de oorzaak zijn, dat bij plooien over de ganse werklengte de uiteinden iets dieper zijn geplooid, het is zelfs merkbaar bij minder lange platen,
De laatste nieuwe afkantpersen zijn gewoonlijk voorzien van aparte regelingen in de onderblok.
Het dient dan ook aanbevolen te worden om bij oudere plooibanken deze uitlijning regelmatig na te gaan, een vermelding op het onderhoudsblad is het interessantst.
Gelijktijdig kan de opstelling van de bank gecheckt worden, die durft bij veelvuldig gebruik ook wel verlopen en kan voor zeer moeilijk op te sporen foutjes zorgen, eveneens voor niet verklaarbare sleet van de machine.
Alhoewel we er later zeker op terug komen, is het nu waarschijnlijk al interessant om over de juistheid van het plooiwerk te spreken, zeker als we zien welke problemen er zijn om een perfecte haaksheid te bekomen.
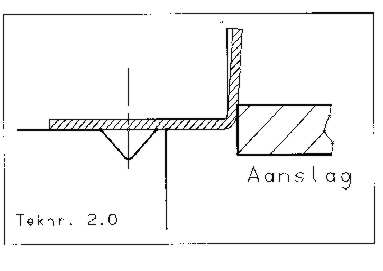
Op de tekening zien we aanslag met een plaat die geen 90° of kleiner haalt, logischer wijze zal de tweede plooi nooit juist zijn, de oplossing is dat elk punt van de eerste plooi minimum 90° is of kleiner, de haaksheid regeling over gans de plooi is steeds primordiaal.
De juistheid van de plooi of tolerantie zal dus ook verschillen bij een eerste of tweede plooi, wanneer er maar twee zijn speelt de juistheid van het snijwerk en die is gewoonlijk 1/10 van de plaat dikte.
Misschien is nu wel al het ogenblik gekomen om even stil te staan bij de voorstelling van een geplooide plaat en tevens de plaat ontwikkeling eens te bekijken.
De simpelste voorstelling is altijd de beste, wel dienen al de nodige gegevens op de tekening vermeld, nu al kunnen we stellen dat met enkele eenvoudige en logische
regels de zaak een pak eenvoudiger wordt. Misschien in dit stadium nog niet direct merkbaar, duidelijker wordt het later zeker bij complexe ontwikkelingen.
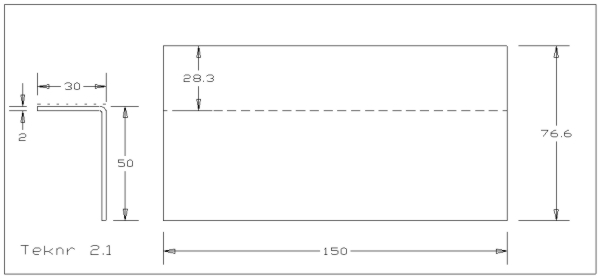
Links op de tekening is de het gewenste werkstuk afgebeeld, de gestipte bovenzijde duidt op een geziene zijde, er zijn geen tolerantie waarden aangeduid wat betekent dat de gangbare tolerantie wordt toegepast, meestal 1/10 van de plaatdikte.
De ontwikkelingstekening rechts, laat de te snijden plaat zien berekend met de gebruikelijke aftrek en de zichtbare zijde naar boven.
Merk ook dat de plooimaat in de tekening is gezet dit om duidelijk te maken dat het hier wel degelijk om een plooimaat gaat.
Ik wil wel herhalen dat dit, indien er ook uitkappen waren deze voor verwarring en fouten kunnen zorgen.
Later zal er het bij voorbeelden nog eens op gewezen worden.