Hoofdstuk 8
Berekenen en tekenen van hoeken aansluitend 90° aan groter dan en kleiner dan 90°
A groter dan 90°
Hier ook is de berekening van de ontwikkelingsmaat of uitslag echt niet moeilijk, zowel de haakse als de andere richting zijn snel bepaald.
De buitenmaten samen tellen en de respectievelijke aftrekken hanteren levert ons:
100 + 40 - 4,9 = 135,1 mm. - 80 + 53,57 - 1,75 = 131,81 mm.
De diepte van de uitkap, tot de haakse zijde is dan 40 - 4,9 = 35,1 mm.
We weten dat de punt van de scherpe hoek op 115,05 van het uiteinde is gelegen, als deze 45° is ligt het snijpunt met de haakse lijn normaler wijze ook 35,1 mm verder of op 79,95 mm van het uiteinde.
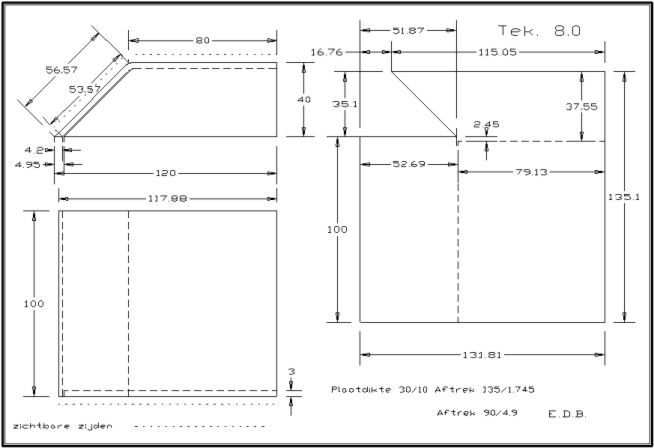
De plooilijnen vormen eveneens geen probleem, 40 - (4,9:2) = 37,55 mm.
Voor de plooi van 135° wordt dat 53,57 - (1,75:2) = 52,69 mm.
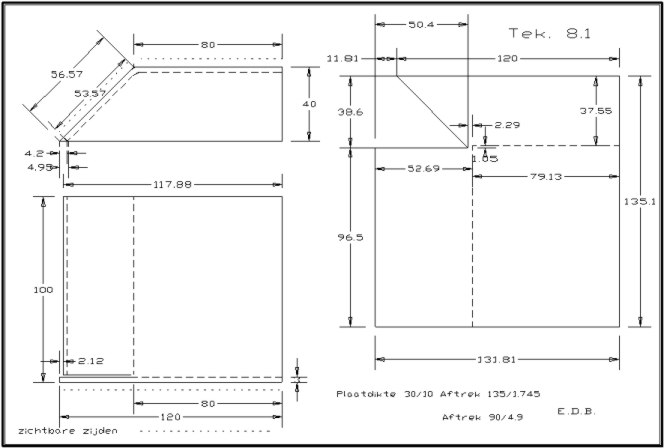
Tek. 8.1 is praktisch het evenbeeld van Tek. 8.0, de buitenmaten zijn speciaal hetzelfde gehouden enkel is de aflijning van de haakse plooi gelijk lopend met de schuine plooi.
De uitslag maat is dus evenals de plooimaat gelijk, enkel de uitkappen zijn anders.
De haakse uitkap lijn ligt op 40 + 3 + 0,5 - 4,9 = 38,6 mm. De 0,5 mm is de gegeven speling om de haakstand van de plooi te bereiken zonder de plaat te schenden.
Uit de opgave (vooraanzicht) weten we dat de punt op 120 mm ligt, het snijpunt met de haakse uitkap op 120 - 38,6 = 81,4 mm
Soms is het niet zo gemakkelijk, de achterste zijde kan complex verlopen en dan is het eenvoudiger om een denkbeeldige lijn in te voeren b.v. op die gekende plaats, wat er achter ligt is dan niet bepalend voor deze uitkap. Van daar uit kan de rechtse situatie op dezelfde manier bepaald worden.
Hulplijnen of punten zijn bij ingewikkelde plaat uitslagen dikwijls noodzakelijk.
B kleiner dan 90°
Zoals reeds vermeld in een voorgaand hoofdstuk, komt er hier nog een derde component letterlijk om de hoek kijken, namelijk, de controle maat.
Deze maat is strikt noodzakelijk voor de machine operator die met de maat, gemeten in het snijpunt van de buitenzijden echt heel weinig kan aanvangen.
Natuurlijk kan hij de tabellen raadplegen en zelf de maten berekenen maar dat is gezien de omgeving en werkdruk niet de plaats om dit te doen.
Veel beter is het alle info op het tekenblad te verwerken zodat de operator onmiddellijk over de voor hem noodzakelijke gegevens kan beschikken.
De werkstukken in Tek. 8.2 en 8.3 zijn zoals bij de aansluitingen op hoeken > dan 90°, van afmetingen identiek, ze schelen enkel in manier van aansluiten dit om U een beter zicht op de veranderingen te geven die ze met zich meebrengen.
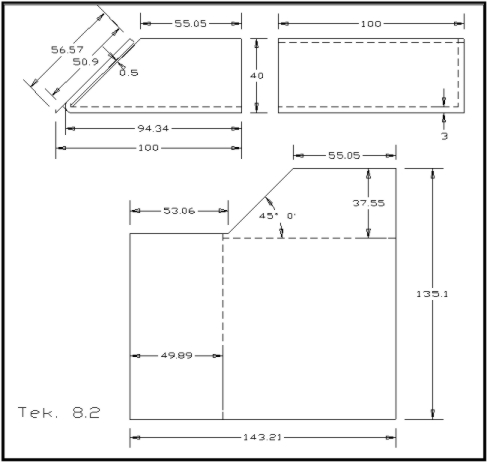
Laten we Tek. 8.2 even bekijken, de ontwikkelingsmaat is via de tabellen snel bepaald, langs de 45° plooi is dat: 56,57 + 100 - 13,35 = 143,21 mm.
De plooilijn ligt op 56,57 - (13,35:2) of 49,89 mm.
De controlemaat voor de operator is 56,57 - (11,33:2) of 50,9 mm.
In de tabel is ook de aftrek vanaf deze maat terug te vinden, als we hiermede terug rekenen wordt dit 49,89 + (2,03:2) = 50,9 mm.
We kunnen dus elke weg op.
De haakse zijde levert geen enkele moeilijkheid 40 + 100 - 4.9 = 135,1 mm.
De haaks plooi is in de 45° plooi in gevouwen, de diepte van de haakse uitkap is dus 40 - 4,9 = 35,1 mm.
Het beginpunt van de schuine uitkap kunnen we natuurlijk op verschillende manieren berekenen, klassiek, als we de maat tot het rechtse uiteinde weten, hier op 55,05, an-ders, vertrekkend van de punt tot het theoretische snijpunt met de schuine lijn.
Hiervoor gaan we naar het vooraanzicht, de maat van het buitenvlak tot de schuine is 1 plaatdikte (3mm) + de speling (0,5mm) of 3,5 mm.
Gezien we hier met een hoek van 45° te doen hebben is de afstand snel bepaald:
(2X3,5˛) = 4,94 mm.
Op een lijn, 40 mm van de zijkant kunnen we een punt plaatsen op 4,94 mm en vandaar onder 45° naar boven, het snijpunt met de bovenrand ligt dus op 4,9 + 40 = 44,94 mm van de puntrand of zoals aangegeven op de tekening op 100 - 44,94 = 55,05 mm.
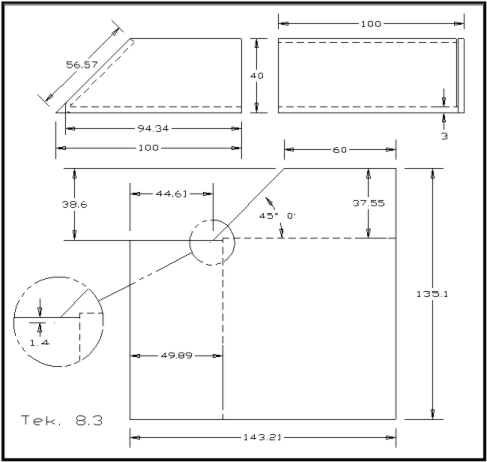
Op Tek.8.3 laten we de haakse plooi aansluiten aan die van 45°, we houden als steeds 0,5 mm speling om de 90° te kunnen halen bij het plooien en nemen dezelfde buiten afmetingen.
De ontwikkelingsmaat blijft dezelfde natuurlijk, enkel de uitkap zal wijzigen.
In het vooraanzicht zien we de schuine vertrekken in het snijpunt onder links en 40 mm verder de bovenlijn snijden (45°) op 100 - 40 = 60 mm van de rechter zijkant, de haakse lijn ligt op 40 + 3 + 0,5 - 4,9 = 38,6 mm, de uitkap is dus bepaald.
Om de uitkap diepte van uit de schuine zijde te bepalen kunnen we ook weer een hulp-lijn inbrengen.
Stel dat we in het bovenaanzicht een lijn aanbrengen haaks op het grondvlak en op 20 mm van de punt.
Dit punt zal in de ontwikkelingstekening op 56,57 + 20 -13,35 = 63,22 mm liggen, trek-ken we de ingebeelde 20 mm terug af dan bekomen we 43,22 mm, 1,4 mm verschil met de op de eerste manier uitgerekende maat, dit is te wijten aan het verschil tussen wer-kelijke en theoretische maat.
De punt ligt op 40 mm van de bovenrand terwijl de werkelijke maat op 38,6 ligt, in de vergroting van hoek is dit duidelijk gemaakt.
Als controle kunnen we even terug rekenen: 43,22 +1,4 + 38,6(haakse uitkap) + 60 mm (bovenrand haakse plooi = 143,21.
Nog eens het bewijs dat plooiwerk niet altijd simpel is.